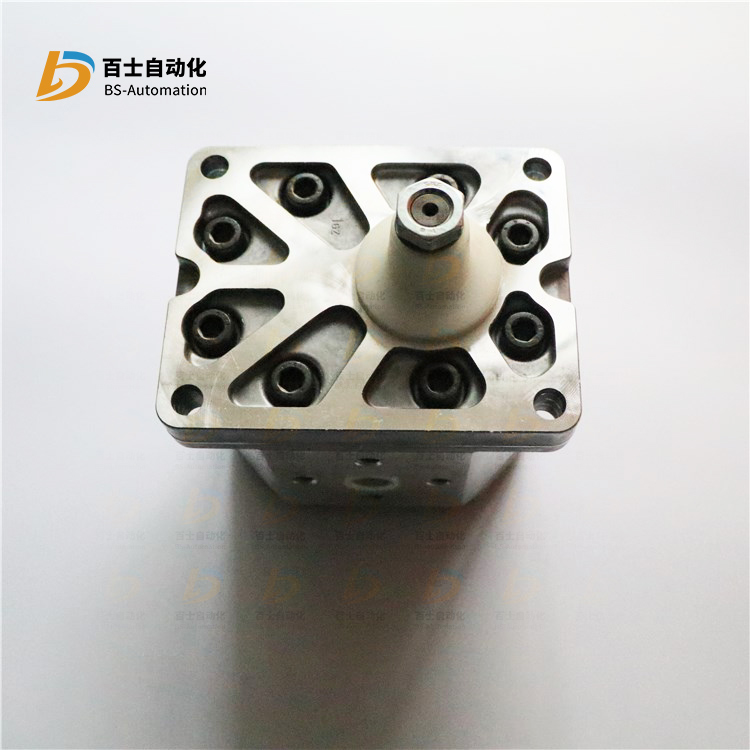
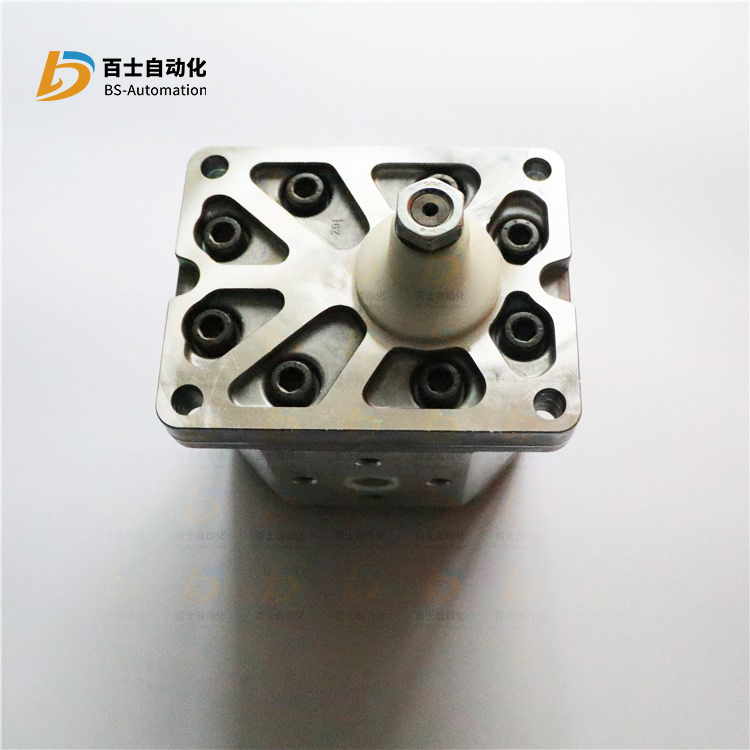
意大利迪普马齿轮泵现货GP3-0264R97F/20N
武汉百士自动化设备有限公司专注于液压、气动、工控自动化备件销售,热诚欢迎新老客户咨询购买!
是百士自动化【主营产品】之一,手机/微信号;15307130607,联系人;黄依依,在线QQ;2829871406,电话:027-87680708

我司主要经销气动,液压,工控自动化流体控制设备备品备件
主营品牌:博世力士乐BOSCH-REXROTH、安沃驰AVENTICS、迪普马DUPLOMATIC、爱尔泰克AIRTEC、本特利Bently、贝加莱B&R、世格ASCO、阿托斯ATOS。
主要涵盖产品:电磁阀、比例阀、单向阀、溢流阀、压力继电器、压力传感器、叶片泵、柱塞泵、齿轮泵、蓄能器、气动阀、气缸、气源处理单元、探头、前置器、延伸电缆、监测模块、校验仪、伺服驱动器、PLC模块、I/O模块、伺服电机、触摸屏等。
齿轮泵中轴的磨损主要是因为轴两端与支撑滚针间的摩擦磨损,使轴径变小。如果是轻微磨损,可通过镀一层硬铬来加大此部位轴的直径尺寸,使轴得到修复。如果轴磨损严重,则应45钢或40cr钢重新制造,轴毛坯经粗、精车后,轴承部位要热处理, 硬度为hrc60-65,然后再经磨削,使轴承配合部位表面粗糙度 ra不大于0.32μm;轴的圆度和圆柱度允差为0.005mm;与齿轮配合部位按h7/h6、表面粗糙度ra应不大于0.63μm。
齿轮泵泵体磨损后的维修
泵体内表面磨损主要是吸油区段圆弧形工作面.如果出现轻微磨损,可用油石修磨去毛刺后使用。泵体是由铸铁铸造毛坯成型, 出现严重磨损时应更换新件。如果泵内齿轮两端面是用磨削修复, 则泵体宽度尺寸也要改变,与齿轮两端修磨去掉的尺寸相等,重新加工后的泵体两端面应达到图3所示的技术要求。
齿轮泵两端盖磨损之后的维修
齿轮泵的端盖用铸铁制造,出现磨损现象后,轻微的可在平板上研磨修平,磨损比较严重时应在平面磨床上磨削修平。修磨后的端盖与泵体配合连接的平面接触应不低于85%.平面度允差、端面对孔中心线的垂直度允差、两端面的平行度允差和两轴孔中心线的平行度允差均为o.olmm。磨削后的表面粗糙度ra应不大于1. 5μm。
齿轮泵用滚针轴承的维修更换
泵中零件维修后,轴承滚针应更换。对滚针要求是:全部滚针直径的尺寸误差不应超过0.003mm,长度允差为0.1mm,与轴配合间隙应在o.olmm左右;滚针装配时要按数量要求充满轴承壳内,滚针间要相互平行布置。
10试验方案
可靠性试验包括试验室和现场两种方式,可根据具体条件自选一种方式进行试验。
完全样本试验---试验进行到每台投试泵都到了检修寿命期为止。
不完全样本试验:
(1)定时截尾试验----试验进行到试前规定的试验时间T*时就停止试验。
当样本量较大,尤其是实验室试验可选用定时截尾试验方案。
(2)定数截尾试验----试验 进行到试前规定的失效数r就停止的试验当
用户限制泵的故障发生次数时,可选用定数截尾试验方案。
11检修步骤
拆卸
拆卸前应做好充分的准备工作,熟悉设备结构,工艺流程,运行状态;拆卸时应小心谨慎,避免损坏设备零部件。
二、复查数据
对齿轮泵各部件配合间隙,应做全面检查,部分间隙的标准见表1——1。
三、检查
对拆下的零部件进行详细检查,对齿轮作着色检查,不允许存在裂纹;轴颈的圆锥度合格,表面不得有划痕,粗糙度Ra的最大允许值为1.6μm;端盖、托架、泵体不得有明显缺陷。
四、修复或更换
对超标的零部件应予以更换,对需修复的零部件,修复后应符合标准。
五、组装及调整
齿轮端面与端盖,托架的轴向间隙,依靠改变端盖,托架与泵体之间的密封垫片的厚度来调整;紧固端盖螺栓时,用力对称均匀,边紧边盘动转子,遇到转子转不动时,应松掉螺栓重紧;加填料或装油封时,紧压盖时仍需边紧边盘动转子,不可紧得过死。
六、试车
水压试验为工作压力的1.5倍,保持5min不漏,试车运行期间,无泄漏,运行声音正常,无异常振动,出口压力符合要求为合格。
修理常识
齿轮 泵的修缮知识跟着运用工夫的增进,齿 轮 泵会呈现泵油缺乏,甚至不出油等毛病,首要缘由是有关部位磨损过大。齿 轮 泵的磨损部位首要有自动轴与衬套、被动齿轮中间孔与轴销、泵壳内腔与齿轮、齿轮端面与泵盖等。光滑油 泵磨损后其首要技能目标达不到要求时,应将其拆开分化,查清磨损部位及水平,接纳响应方法予以修复。
一、自动轴与衬套磨损后的修复齿 轮泵自动轴与衬套磨损后,其共同间隙增大,必将影响泵的油量。可采用修自动轴或衬套的办法恢复其正常的共同间隙。若自动轴磨损细微,只需压出旧衬套后换上规范尺寸的衬套,共同间隙便可恢复到答应局限。若自动轴与衬套磨损严峻且共同间隙严峻超标时,不只要改换衬套,并且自动轴也使用镀铬或振动堆焊法将其直径加大,然后再磨削到规范尺寸,恢复与衬套的共同要求。
二、光滑油泵壳体的修缮壳体裂纹的修缮:壳体裂纹可用铸508镍铜焊条焊补。焊缝须严密而元气孔,与泵盖连系面平面度误差不大于0.05毫米。自动轴衬套孔与从动轴孔磨损的修缮:自动轴衬套孔磨损后,可用铰削办法消弭磨损陈迹,然后配用加大至响应尺寸的衬套。从动轴孔磨损也以铰削法消弭磨损陈迹,然后按铰削后孔的实践尺寸配制从动轴泵壳内腔的修缮:泵壳内腔磨损后,普通接纳内腔镶套法修复,单机除尘器行将内腔搪大后镶配铸铁或钢衬套。镶套后,将内腔搪到要求的尺寸,并把伸出端面的衬套磨去,使其与泵壳连系面平齐。阀座的修缮:限压阀有球形阀和柱塞式阀两种。球形阀座磨损后,可将一钢球放在阀座上,然后用金属棒悄悄敲击钢球,直到球阀与阀座密合为止。如阀座磨损严峻,可先铰削除去磨痕,再用上法使之密合。柱塞式阀座磨损后,可放入少许气门砂进行研磨,直到密合为止。
三、泵盖的修缮任务平面的修缮:若泵盖任务平面磨损较小,可用手工研磨法消弭磨损陈迹,即在平台或厚玻璃板上放少许气门砂,然后将泵盖放在上面进行研磨,直到磨损陈迹消弭,任务外表平坦为止。当泵盖任务平面磨损深度超越0.1毫米时,应接纳先车削后研磨的方法修复。除尘器袋笼自动轴衬套孔的修缮:泵盖上的自动轴衬套孔磨损的修缮与壳体自动轴衬套孔磨损的修缮办法一样。四、齿轮的翻转运用 齿轮泵齿轮磨损首要是在齿厚部位,而齿轮端面和齿顶的磨损都相对较轻。齿轮在齿厚部位都是单侧磨损,所以可将齿轮翻转180度运用。当齿轮端面磨损时,可将端面磨平,还研磨光滑油泵壳体连系面,以包管齿轮端面与泵盖的间隙在规范局限内。
12注意事项
使用齿轮泵的同时应该避免些什么?
齿轮泵适用于各个行业,输送的介质范围比较广泛,此齿轮泵具有结构牢固,安装方便,拆卸容易,保养简单,使用的流量均匀连续,磨损轻微,使用寿命长等等一些优点。
1、使用齿轮泵的过程中要经常加脂,润滑脂比较容易挥发,所以必须注意添换,其次保持好轴承处的清洁;
2、使用或者是使用完的情况下要把电动抽油泵放在比较干燥,没有腐蚀性,比较洁净的环境之中去;
3、齿轮泵在使用的过程中要经常检查并且维修,应该注意检查电动油桶查看里面的电源线;内接线,插头,开关是不是还能正常的使用;轴承的零部件是否有没有损坏的地方等等一些;
4、应保存好齿轮泵上的每一个零部件,在拆检齿轮泵的过程中,应该保存好每一个零部件,并且保持洁净;





齿轮泵 GP2-0095ROOF/20N 1
齿轮泵 GP2-0140L95B/20N 1
齿轮泵 GP3-0264R97F/20N 15
齿轮泵 GP2-0140R97F/20N 42
齿轮泵 GP2-0140R95F/20N 24
柱塞泵 VPPM-029PQC-R55S/10N000 1
柱塞泵 VPPM-046PC-R55S/10N000 5
柱塞泵 VPPM-073PC-R55S/10N000 5
柱塞泵 VPPM-046PQC-R55S/10N000 1
叶片泵 PVD35H/30 7
外啮合齿轮泵 1P-4.2R/11N 2
溢流阀 RQ3-P6/41 67
溢流阀 RQ5-P5/41 5
溢流阀 RQ5-P6/41 2
溢流阀 RQ5-W5/41 5
溢流阀 RQ7-P6/41 70
溢流阀 CR5/22N 14
电磁溢流阀 RQM3-P5/C/60N-D24K1 4
电磁溢流阀 RQM3-P6/C/60N-D24K1 4
电磁溢流阀 RQM3-P6/D/60N-A230K1 20
电磁溢流阀 RQM5-P5/A/60N-D24K1 5
电磁溢流阀 RQM5-P5/C/60N-D24K1 5
电磁溢流阀 RQM5-P6/A/60N-D24K1 5
电磁溢流阀 RQM5-P6/A/60N-A230K1 20
电磁溢流阀 RQM5-P6/C/60N-D24K1 5
电磁溢流阀 RQM5-P6/D/60N-A230K1 20
电磁溢流阀 RQM7-P6/A/60N-D24K1 10
先导式溢流阀 RQ4M5-D/51 3
先导式溢流阀 RQ4M5-DT/51 2
先导式溢流阀 RQ4M5-SAT/51 4
先导式溢流阀 RQ4M6-D/51 4
先导式溢流阀 RQ4M6-DT/51 4
先导式溢流阀 RQ4M6-SAT/51 4
先导式溢流阀 1
双向节流阀 RS3/30 8
双向节流阀 RS4/30/V 3
双向节流阀 RS4-1/30 1
单向节流阀 RSN4/30 2
调速阀 RPC1-22/CT/41 1
调速阀 RPC1-22/T3/M/41 2
调速阀 RPC1-4/T3/M/41 3
调速阀 RPC1-16/CT/41 39
调速阀 RPC2-T3/31 1
调速阀 RPC1-30/CT/41 72
电磁换向阀 DS3-S2/10N-A230K1 22
电磁换向阀 DS3-S4/10N-A230K1 45
电磁换向阀 DS3-S4/10N-D24K1/CM 5
电磁换向阀 DS3-S9/10N-D24K1/F/CM 10
电磁换向阀 DS3-TA/10N-D24K1 1
电磁换向阀 DS3-TA/10N-D24K1/CM 9
电磁换向阀 DS3-TA23/10N-D24K1/F/CM 3
电磁换向阀 DS5-S1/12N-A230K1 16
电磁换向阀 DS5-S2/12N-A230K1 6
随着人口的增长于经济的发展能源问题日益受到重视,尤其是我国,节约能源变得越来越重要。为强化保证企业的节能观念,我国对生产用电有可能启动更为严厉的价格杠杆,因此,节能化就成为了当前齿轮泵发展的一个重要方向。
作为泵的一个主要品种,齿轮泵经了很多重要的发展变化。早期的齿轮泵都是全液压式,由于环保和节能的需要,以及伺服电机的成熟应用和价格的大幅度下降,近年来全电动式的精密齿轮泵越来越多,为了分析这一发展趋势,我将这其的比较特点列出:
全电动式齿轮泵有一系列优点,特别是在环保和节能方面的优势,据报道,目前较先进的全电动式齿轮泵节电可以达到70%,另外,由于使用伺服电机注射控制精度较高,转速也较稳定,还可以多级调节。但全电动式齿轮泵在使用寿命上不如全液压式齿轮泵,而全液压式齿轮泵要保证精度就必须使用带闭环控制的伺服阀,而伺服阀价格昂贵,带来成本上升。
全液压式齿轮泵在成型精密、形状复杂的制品方面有许多独特优势,它从传统的单缸充液式、多缸充液式发展到现在的两板直压式,其中以两板直压式最具代表性,但其控制技术难度大,机械加工精度高,液压技术也难掌握。
电动—液压式齿轮泵是集液压和电驱动于一体的新型齿轮泵,它融合了全液压式齿轮泵的高性能和全电动式的节能优点,这种电动-液压相结合的复合式齿轮泵已成为齿轮泵技术发展方向。
依据齿轮泵设备工艺的需求,齿轮泵油泵马达耗电占整个设备耗电量的比例高达50%-65%,因而极具节能潜力。
齿轮泵旋转不畅的原因
齿轮泵旋转不畅的原因
①轴向间隙或径向间隙太小。重新加以调整修配。
②泵内有污物。解体以清除异物。
③装配有误。齿轮泵两销孔的加工基准面并非装配基准面,如先将销子打入,再拧紧螺钉,泵会转不动。正确的方法是,边转动齿轮泵边拧紧螺钉,最后配钻销孔并打入销子。
④泵与发动机联轴器的同轴度差。同轴度应保证在0.1mm以内。
⑤泵内零件未退磁。装配前所有零件均须退磁。
⑥滚针套质量不合格或滚针断裂。修理或更换。
⑦工作油输出口被堵塞。清除异物。


 气动
气动
 雷青
雷青